Amihopfen Töpfe schweißen...und es geht doch...
Verfasst: Freitag 7. November 2014, 22:47
Hallo zusammen,
ich konnte nicht wiederstehen und musste es einfach ausprobieren ob und wie die Töpfe zu schweißen sind.
Hier mal ein kleiner Bericht wies funktioniert.
Als erstes habe ich mir das Datenblatt zum Stahl gesucht http://www.dew-stahl.com/fileadmin/file ... 016_de.pdf Hier stand drin, dass der Stahl bedingt schweißbar ist mit einem 1.4502 Schweißzusatz. Dieser ist verhätnismäßig hoch legiert, das hilft die Versprödung im Grenzbereich zu minimieren. So soviel zur Theorie. Der Topf hat gerade einmal eine Wandung von 0,65mm
Ich habe den Topf DC WIG geschweißt mit "Gaspedal" Einstellung max 40A.
Das wichtigste bei solchen Arbeiten ist das formieren mit Schutzgas von der gegenseite. Ich habe mir zu diesem Zweck eine Schutzglocke gebaut

Das silberne Band ist Aluband,gibts im gut sortierten Schweißfachhandel. Der Fluss für die Formierung war auf 15 ltr./min eingestellt

Ich habe eine 1,6mm Elektrode "gold" verwendet. Der Zusatzdurchmesser war 1,5mm. Es ist wichtig möglichst wenig Hitze in die Topfwandung zu bringen.
Ich richte die Elektrode mehr Richtung Rohrflansch und dann zügig ohne pendeln den Zusatz "auftropfen" lassen.
Duch das Formiergas auf der Gegenseite wird die Oxidation des Materials verhindert und wäre abgeführt, dadurch verzeiht sich der Topf nicht so stark.

Die Nähte habe ich via Glasperlenstrahlen passiviert. Bin noch nicht ganz fertig ich muss noch die zweite Strebe anbringen und nochmals Glasperlenstrahlen.


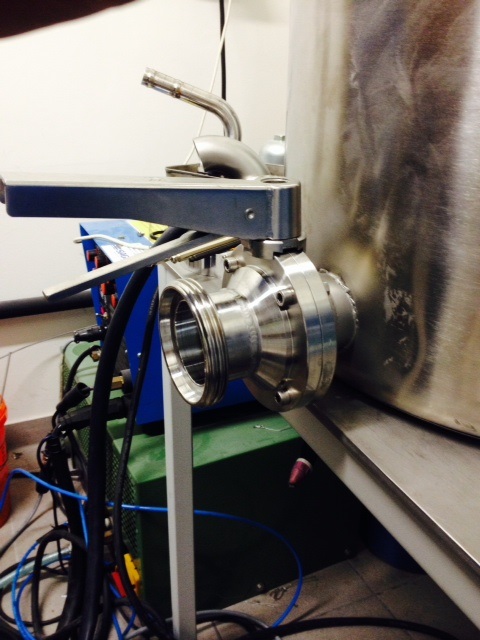
Achja die Streben sind notwendig da das Blech vom Topf dermaßen dünn ist, dass es sich beim öffen des Ventils der Topf verzieht. Verbaut ist ein DN 50 Scheibenventil

mit Abgang Milchgewinde Rohbogen kommt auch noch. Am Monatg gehts weiter! Ich mach dann noch Bilder vom Endergbins!

Und nur Mut mit dem Schweißen das klappt schon!
Mfg
Bernd
ich konnte nicht wiederstehen und musste es einfach ausprobieren ob und wie die Töpfe zu schweißen sind.
Hier mal ein kleiner Bericht wies funktioniert.
Als erstes habe ich mir das Datenblatt zum Stahl gesucht http://www.dew-stahl.com/fileadmin/file ... 016_de.pdf Hier stand drin, dass der Stahl bedingt schweißbar ist mit einem 1.4502 Schweißzusatz. Dieser ist verhätnismäßig hoch legiert, das hilft die Versprödung im Grenzbereich zu minimieren. So soviel zur Theorie. Der Topf hat gerade einmal eine Wandung von 0,65mm
Ich habe den Topf DC WIG geschweißt mit "Gaspedal" Einstellung max 40A.
Das wichtigste bei solchen Arbeiten ist das formieren mit Schutzgas von der gegenseite. Ich habe mir zu diesem Zweck eine Schutzglocke gebaut
Das silberne Band ist Aluband,gibts im gut sortierten Schweißfachhandel. Der Fluss für die Formierung war auf 15 ltr./min eingestellt
Ich habe eine 1,6mm Elektrode "gold" verwendet. Der Zusatzdurchmesser war 1,5mm. Es ist wichtig möglichst wenig Hitze in die Topfwandung zu bringen.
Ich richte die Elektrode mehr Richtung Rohrflansch und dann zügig ohne pendeln den Zusatz "auftropfen" lassen.
Duch das Formiergas auf der Gegenseite wird die Oxidation des Materials verhindert und wäre abgeführt, dadurch verzeiht sich der Topf nicht so stark.
Die Nähte habe ich via Glasperlenstrahlen passiviert. Bin noch nicht ganz fertig ich muss noch die zweite Strebe anbringen und nochmals Glasperlenstrahlen.
Achja die Streben sind notwendig da das Blech vom Topf dermaßen dünn ist, dass es sich beim öffen des Ventils der Topf verzieht. Verbaut ist ein DN 50 Scheibenventil
mit Abgang Milchgewinde Rohbogen kommt auch noch. Am Monatg gehts weiter! Ich mach dann noch Bilder vom Endergbins!
Und nur Mut mit dem Schweißen das klappt schon!
Mfg
Bernd


